









ここでは、Anycubic photonの基本的な造形手順について解説していきたいと思います。「Anycubicのphoton機を買ってみたけど、使い方を知りたい」といった方や「これから造形機を買ってみたいので、操作手順を知りたい」といった方に向けて、光造形の概要や基本的な操作手順を記した内容となります。
この記事内容はこんな方に向けております( ..)φ
・Anycubicのphoton機を買ってみたけど、使い方を知りたい ・光造形って何? ・これから光造形機を買ってみたいが、どんな手順となるのか知りたい
「光造形って高そうだし、難しそう…(+_+)」って思われる方は、たくさんいらっしゃるかもしれませんが、実際は造形機も小型であれば数万円代で購入でき、また操作も簡単で初心者の方もフィギュアのような高精度な造形で可能となります!( `ー´)ノ
まずは下記記事内容をご覧頂き、御参考になったり、興味を持って頂ければ幸いですm(_ _)m
※ 本記事の造形機種は「Photon-S」での内容となります。
光造形について
光造形とは、光硬化性樹脂(レジン)をUV(光)を照射する事で、レジンを固めて形を形成する造形方法となります。一般的な3Dプリンタといえば、樹脂のフィラメントを溶かして、積層していきながらプリントしていく「熱溶解積層法(FDM)」の3Dプリンタが主流ですが、安価なプリンタ機ですと、積層痕が荒かったり、造形体が反ったりとなかなか思った形にはならないといった事がよくあります。
光造形機では、レジンを各積層毎にデータ箇所にUVを照射し積層していく仕様であり、非常に精度は高く、細かい物やフィギュア等も綺麗な状態で造形する事が出来ます。

また光造形には、レーザーを当てて積層造形していく「SLA方式」と、各面毎に指定の箇所にUVライトを当てて積層造形していく「DLP方式」等があります。SLA方式はレーザーで各面・各部を一点ずつ造形していきますが、DLP方式は各面で一度に照射するので造形速度はDLPの方が早いですが、細かさはやはりSLAの方が良いといえます。
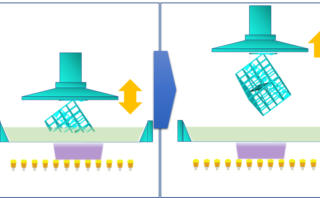
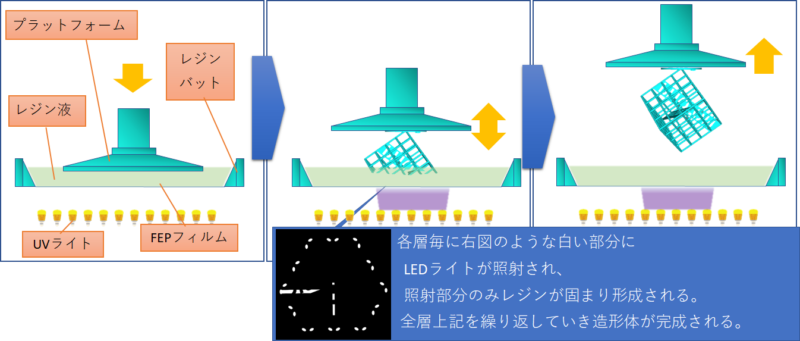
AnycubicのPhotonシリーズは「DLP方式」であり、下図のように面でUVを当てながら造形していく方式となります。
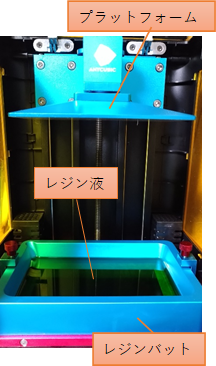
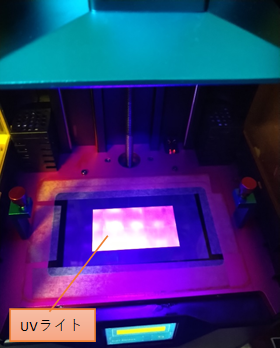
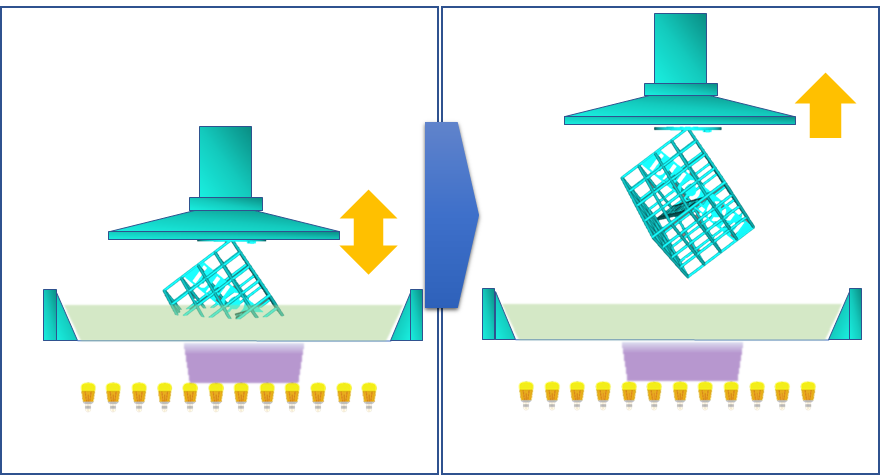
造形原理としては、下図のようにプラットフォームがレジンバットまで下りてきて、その後UVライトを当てて底面層(ボトム層)を形成します。その後、プラットフォームが上下しながら各積層面を下図のような指定箇所にUVライトで当ててレジンを固めていき、一面ずつ全層繰り返していく事で逆さづりの状態で造形体が完成します。
注意点
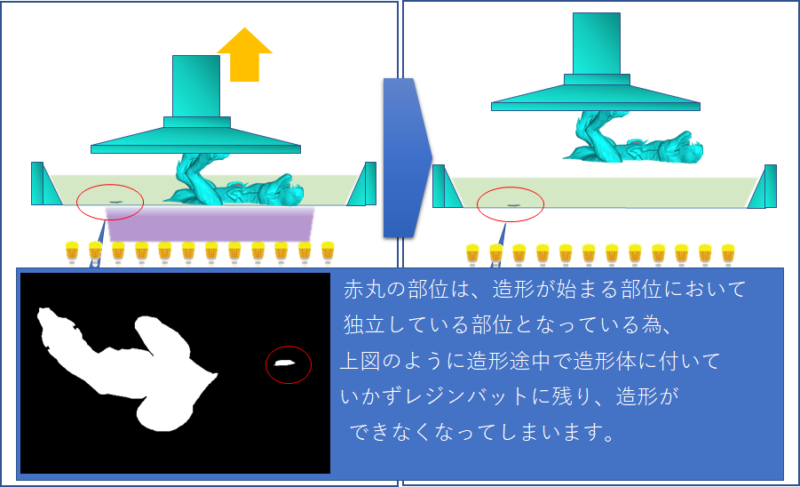
上図のような光造形の原理の為、モデル形状によっては造形が難しい場合があります。
下図のティラノサウルスのモデル例では、そのままの造形は困難になります。
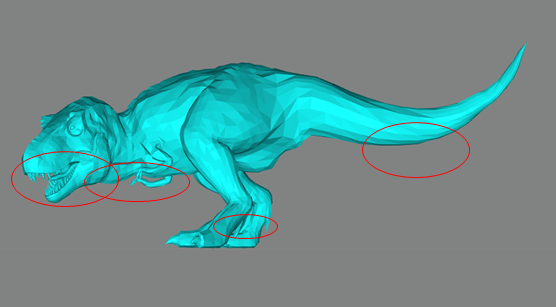
上図の赤丸部は、下図のように造形途中で造形体についていかず、レジンバット内に残ってしまい造形できなくなってしまいます。

このような造形ミスを回避するには、下記のような対策方法があります。
・3Dデータの編集で、出来るだけ造形方向に対して中空になる部位を無くす。 ・造形する向きを変えて、造形してみる。 ・中空部分にサポートを設置する。
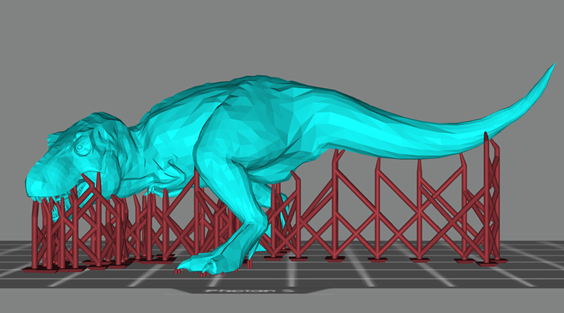
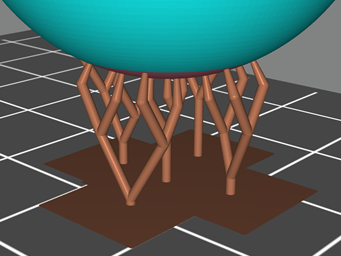
上記の中空部分のサポートの設置については、下図のように造形途中で独立しないような支えとなる足を”サポート”といい、スライサーソフトで簡単に設置する事が可能です。
(※スライサーソフトについては、下記の造形手順にて解説しておりますので御参照下さい。)

上記のサポートはスライサーソフトで自動で簡単に設置が可能です。
基本的な造形手順について
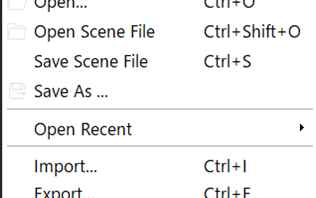
3Dデータの作成・準備
まずは、造形するモデルデータを準備します。造形可能となるデータは、
・STLファイル (拡張子 .stl)
・OBJファイル (拡張子 .obj)となります。
3DCAD(Autodesk Fusion360 等)や3DCG(blender 等)で作成したデータを上記形式にて変更します。

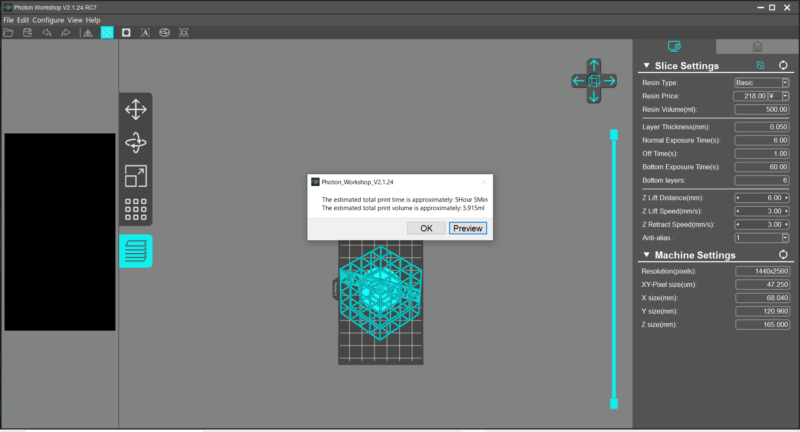
スライス変換
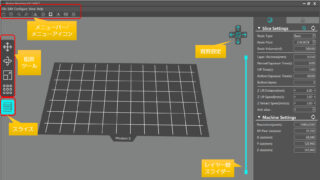
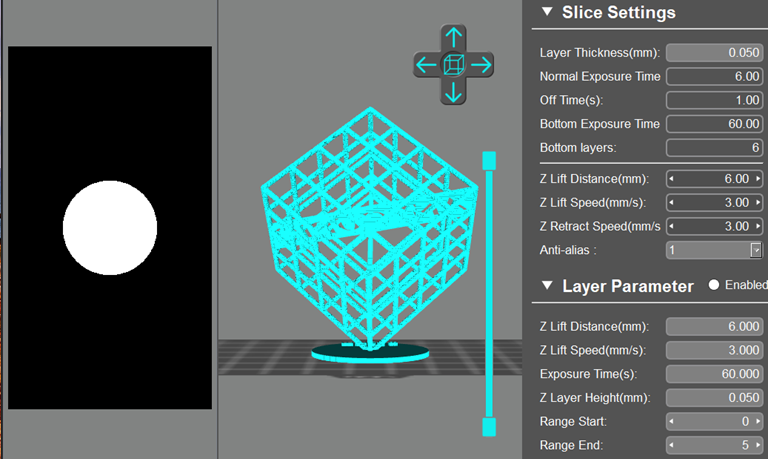
準備したSTLファイルやOBJファイルを造形する為のデータに変換する為、スライサーソフトでスライス変換を行います。光造形用のスライサーソフトは、Anycubic社が提供されております「photon workshop」の他、「CHITUBOX」、「Lychee」等があります。
※Anycubic社が提供されております無料のスライサーソフト「photon workshop」の操作マニュアルについては、別途下記の記事にまとめておりますので、御参照下さい。
関連記事
このスライサーソフトでは、造形モデルの位置や向き、サイズ等 色々と編集する事ができ、またサポートもこのソフト内で自動で簡単に設置する事が出来ます。
スライスしたデータをUSBフラッシュメモリへ移しておきます。
造形準備・造形開始
造形機側の準備として、
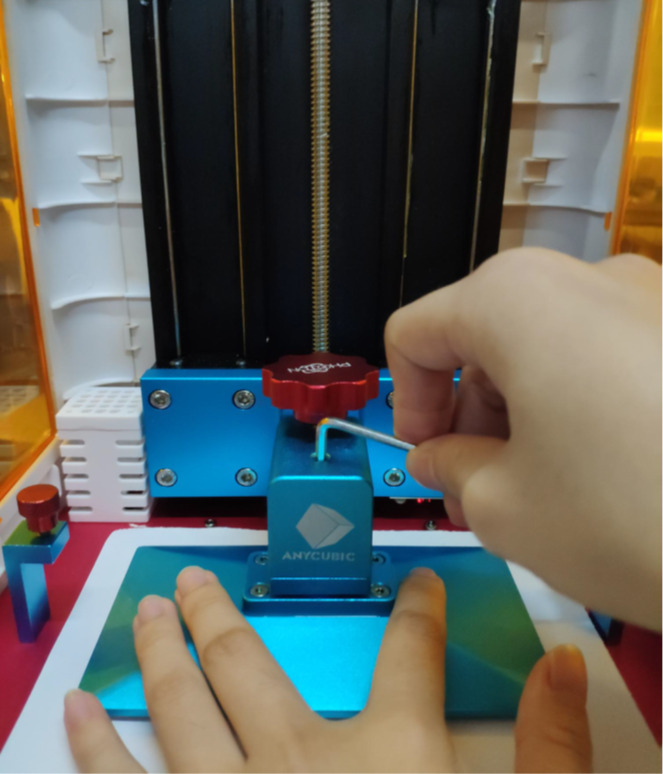
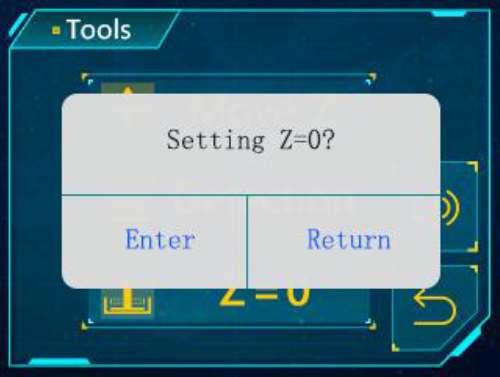
①プラットフォームのZ軸高さの0位置調整をしておきます。
初期設定や前回造形時にプラットフォームに歪み等がない場合には、毎回調整する必要は基本ないです。
※このZ軸高さの0位置調整方法は別途記事にて解説していきたいと思いますので、少々お待ちくださいm(_ _)m
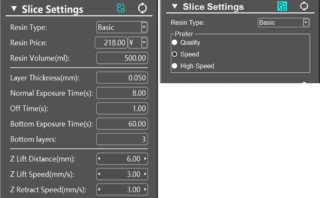
②造形機にて、レジンパッドに造形用のレジンを入れておきます。
レジンは多すぎると、造形時にプラットフォームがレジンバット内に浸かった際にあふれてしまう恐れがありますので、要注意です。だいたいバットの半分くらいを目安とすれば、溢れずに造形できます。

またレジンには、色々な種類のレジン液が市場で販売されております。
基本的には、処理が簡単な水洗いレジンをお勧めです。(^^♪
私の愛用は「ELEGOO Water Washable Photopolymer Resin」です。安価で基本的には問題なく造形できます。(‘ω’)ノ

※水洗いレジン以外は、基本アルコール洗浄のものが多いですが、アルコール溶剤は匂いやアレルギーに対しての懸念また廃液処理等が面倒ですので、要注意です(-_-;)
③USBメモリを造形機に挿して、データを読み込み造形を開始します。


造形が開始したら、終わるまで放置します。
造形体の高さが高い物ほど、造形に時間が掛かります。スライサーにて速度等条件調整は可能です。
仕上げ・2次硬化
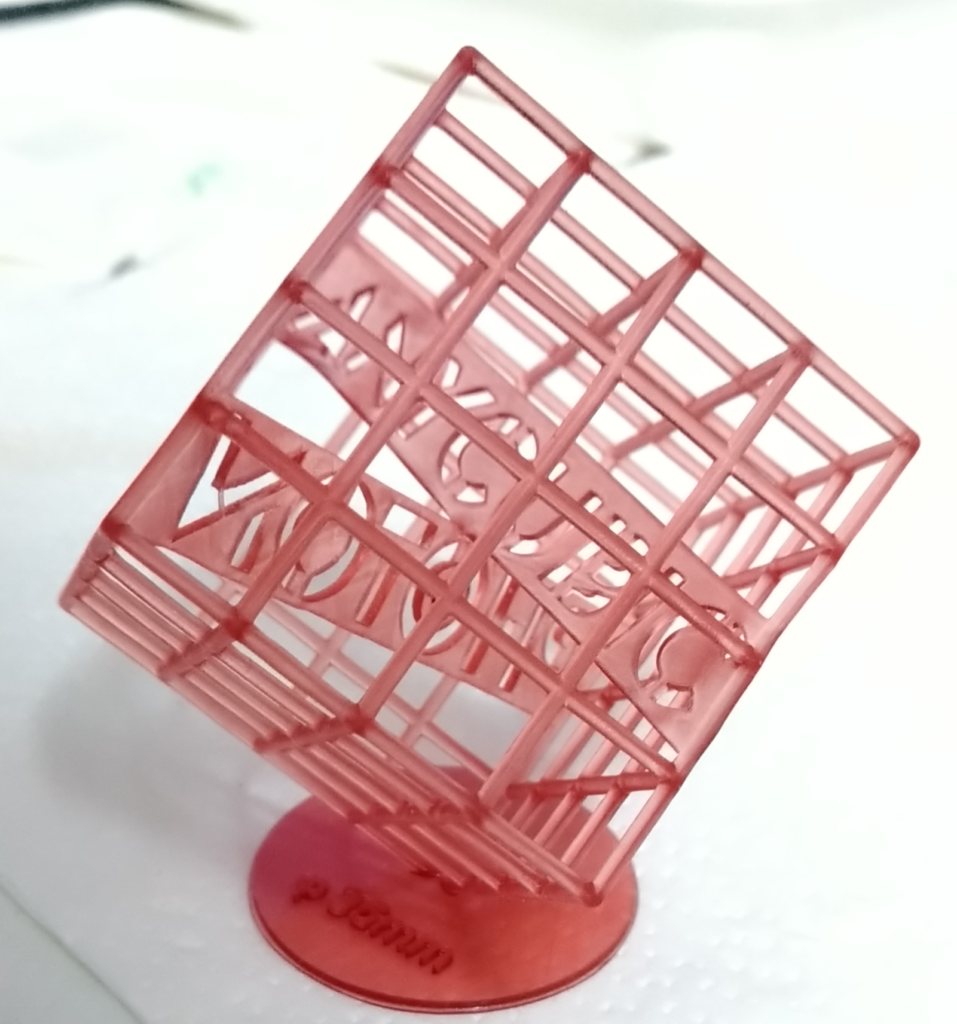
造形が完了すると、下図のようにプラットフォームに造形体が釣り下がった状態となっております。(※この時、プラットフォームに何もついていないと造形が失敗しております(-_-;))
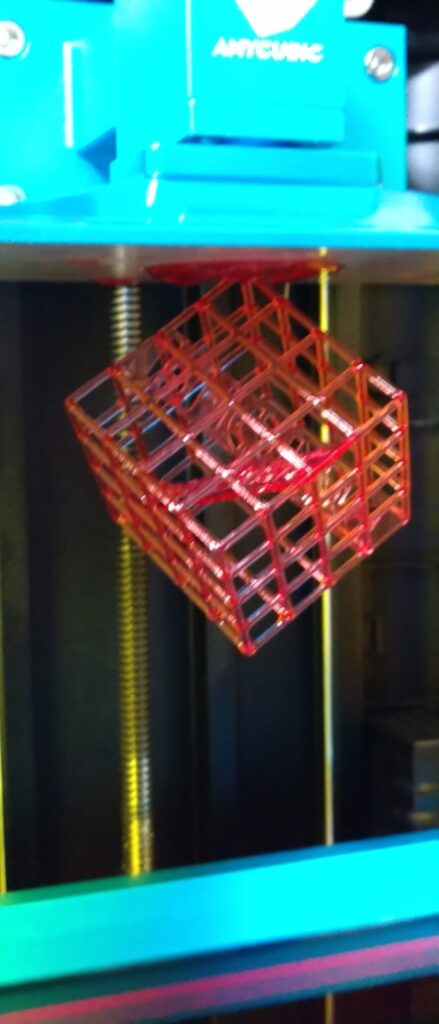
この時、造形体はプラットフォーム面に強く固着しておりますので、プラットフォーム面を傷つけないように気を付けながら、スクレーパー等で造形体を剥がします。
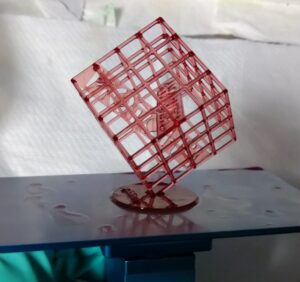
その後、水洗い または、アルコール類で表面のレジン液を落とします。
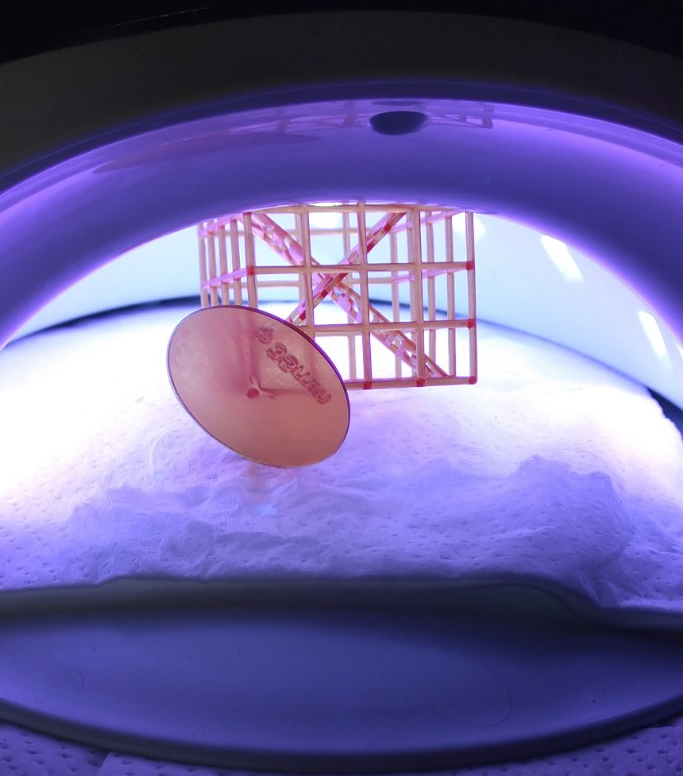
乾燥させると、少しべた付いた状態となっておりますので、UVライトで2次硬化を行うとべた付きがなくなります。
※但し、硬化により少し割れやすくなる可能性がありますので用途によって2次硬化を行いましょう(^^♪
またサポートがついている場合は、ニッパなどで除去し、サポート跡をやすりなどで研磨・仕上げをすれば完了です!
後片付け
バット内に余ったレジンは、ストレーナーでろ過して容器に戻します。
また使用した器具類を水洗い または アルコール類で洗浄します。
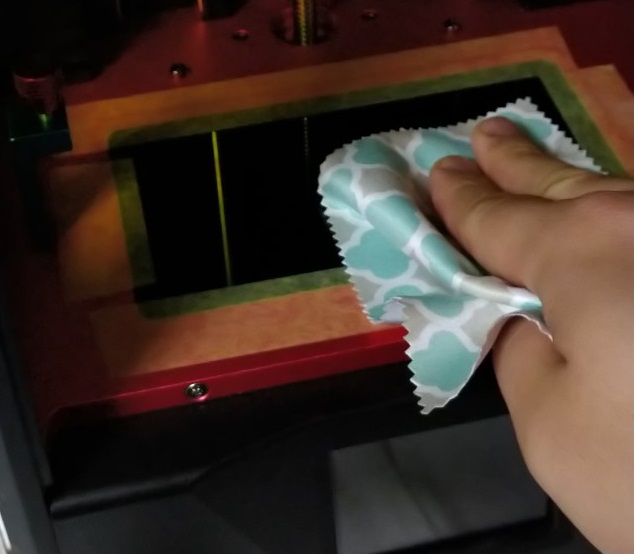
造形機のUVライトを照射するLCD面も汚れている場合は、アルコールで拭き取れば終了です( `ー´)ノ

※細かい後片付けの内容については、別途下記の記事にて解説していきたいと思いますので、是非御参照下さい m(_ _)m
関連記事

今回は光造形における造形手順を簡単にまとめていきました。造形事例などは、下記等の記事を御参考に頂ければ幸いですm(_ _)m
関連記事
また造形にあたり、是非一緒に買っておきたいものを別途記事でご紹介しておりますので、そちらもご参考にいただければ幸いです( `ー´)ノ
参考記事

光造形は素人にも簡単に、よりリアルな造形が可能となりますので、一度試してみては如何でしょうか?(‘ω’)ノ
以上
ここまで読んで下さり、誠にありがとうございました。
Special Thanks to YOU!


コメント